In late March as the COVID-19 cases started increasing and putting stress on hospitals and clinics, I became aware of an effort by makers to print face shields. I first heard of it through a maker club where I work. It's a nationwide company and so our makers are pretty spread out. We shared a lot of info, but I was not able to cooperate with them on distribution.
I quickly chose to produce a design from Sweden called Verkstan. They seemed to have early acceptance from a number of hospitals and eventually from the National Institutes of Health. I didn't want to have to change designs, because of the learning curve.

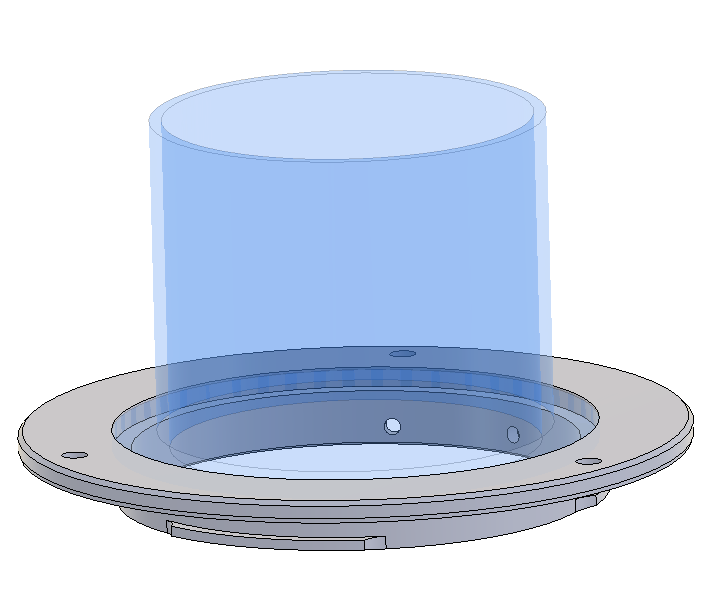
The Verkstan design works with off-the-shelf clear folder covers or overhead transparencies. You punch them in a specific pattern with a standard 3-hole punch, and they fit right onto the frame. (They have different designs, because the media size and hole punch patterns vary by country.)
I used one of these shields for a couple of days during a woodworking project, and I found it to be light and comfortable. After a few minutes I hardly noticed it.

I got linked up with a couple of local groups that organized through Facebook. A lot happened in a short time regarding designs, materials, printing methods, throughput, standards that hospitals would accept, distribution, and volunteer organizations. Fortunately the group I joined had also settled on the Verkstan design, which made assembly and distribution a lot easier!
I did not blog about this at the time. Our focus was on quickly producing large volumes of acceptable products. Now that it's settled down, here's a summary of the main points.
From March 26 through June 13 I printed
405 frames, and packaged some of them with punched shields. I gave a few to hospitals directly, but most went through the FB organization. Since my company had us working from home, and eventually furloughed, I was home to keep this little "factory" going. (At the same time, my wife was mass producing cloth face masks for a couple of hospitals.)
I printed with 12 varieties of PLA and PET-G, and a new material called Orbium. I used up most of the PLA and PET-G that I had on hand, and bought a few rolls. At times it became hard to find filament on Amazon and at Micro Center. About that same time, my local Fry's electronics closed. (The Orbium was donated to the group, and I used a couple rolls of it.)
I have always kept track of my print jobs and settings, and what works and what fails. I improved my tracking so I could use a pivot table to see which materials worked better statistically. The oldest spools (it came with my printer) had a dismal 17% success rate... old and brittle. Most had a 50% to 90% yield. Inland PLA White yielded 96%, and
CC3D PLA Max Yellow was 100% successful.

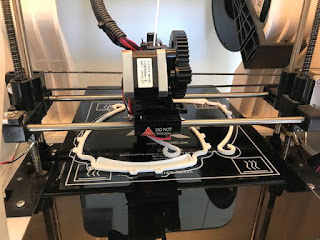
Because we were trying to produce a lot quickly, we worked on arrangements to fit multiple frames on the bed at the same time. With my printer's size, the most I could get at a time was two. Someone split the frame into two parts, which could nest a lot more onto a bed, but I was concerned about assembly and breakage, so I stuck with the single design, 2 to a run.
The other aspect was post-processing. All frames needed some cleanup of "nubs" so they would be comfortable to wear. Some products printed much cleaner than others. I made a *lot* of little tweaks within my slicing software, to reduce the amount of Dremel work per frame.

My heated bed has cold areas, and often the parts at the edges would come loose, spoiling a run. Running the machine day and night, the most I produced in one day was 19 frames. 9 to 15 per day was more common. I eventually added some "ears", a little extended skirt that helped some of the narrower parts stick to the bed better.
Some people were able to use a vertical "stack" design which allowed them to print 5 to 10 or more in one run, and then pop them apart. I tried some of their designs, and I tried some of my own. I could never find spacing and settings that would allow the multiple frames to come apart. They were always hopelessly bonded together. So I reverted to 2 at a time, and with some finicky filaments I just ran 1 at a time.
In late June, the OC group announced that they demand for 3D printed PPE had decreased enough that we could cease operations. The supply of commercial products had caught up with demand.